 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- Recommended news
-
System composition of CNC horizontal machining center
2024-06-18
-
A method to solve the problem of spindle shaking in CNC lathes
2024-06-15
-
In which industry is the most widely used CNC vertical lathe?
2024-06-04
-
How to clamp the workpiece on a CNC vertical lathe?
2024-05-29
-
CNC milling machine machining center commonly used accessories
2024-05-25
-
Steps for adjusting the turret of a CNC vertical lathe
2024-05-22

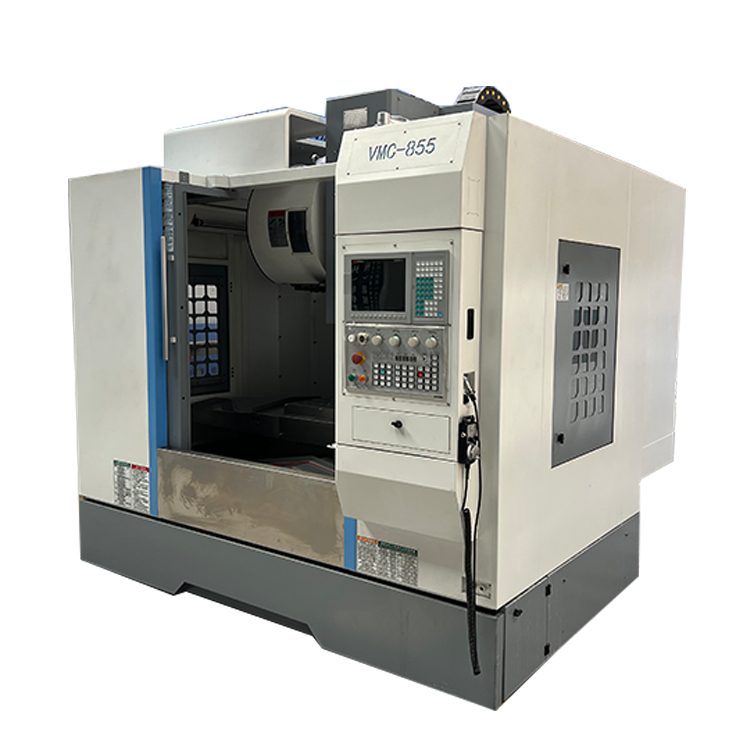
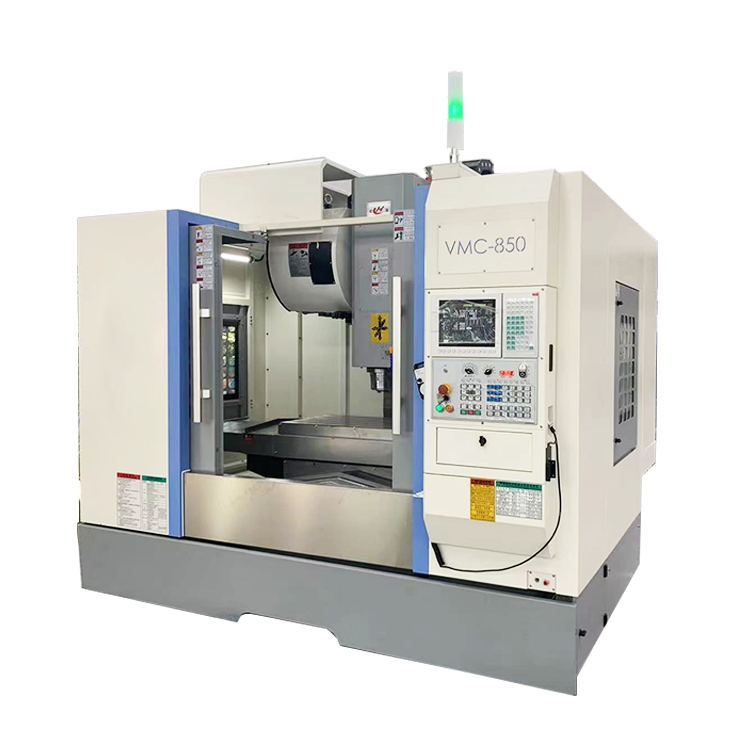

High speed drilling machining center
The high-speed drilling machining center is a CNC machine tool dedicated to high-speed drilling operations, which is efficient, precise and stable....





The high-speed drilling machining center is a CNC machine tool dedicated to high-speed drilling operations, which is efficient, precise and stable. The following are some features and uses of high-speed drilling machining centers:
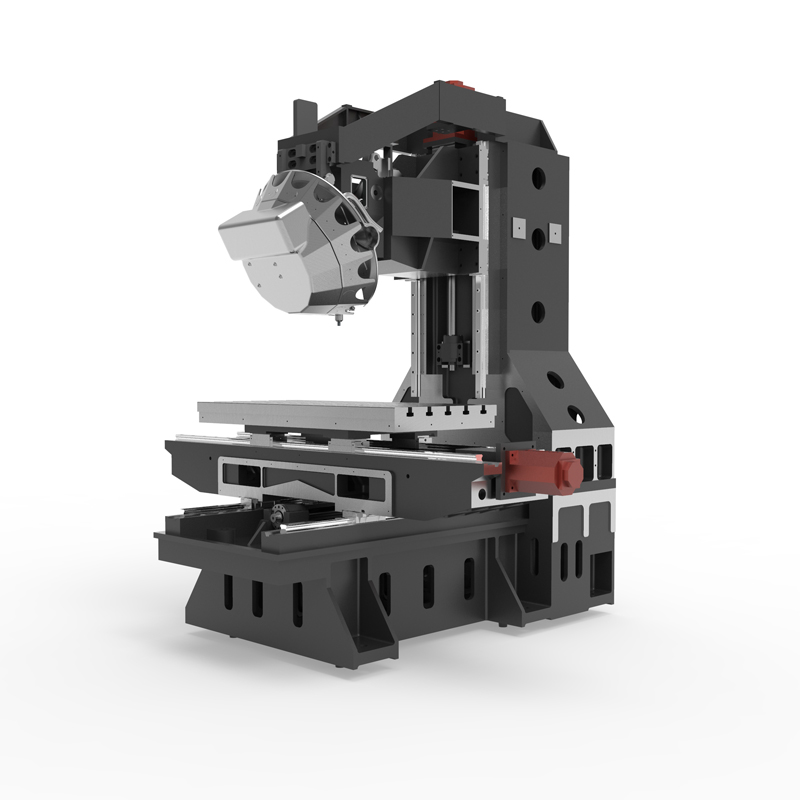
1. High-speed drilling capability: The high-speed drilling machining center has a high-speed spindle and a rapid feed system, which can achieve high-speed and high-efficiency drilling operations.
2. Precise positioning and processing: The high-speed drilling processing center is equipped with a precise CNC system and a high-precision positioning device, which can achieve precise positioning of drilling positions and high-precision drilling processing, ensuring processing quality and dimensional accuracy.
3. Automated drilling procedures: High-speed drilling machining centers are usually equipped with automated drilling procedures, which can automatically perform drilling operations and improve production efficiency and consistency.
4. Multifunctional processing: In addition to drilling, the high-speed drilling processing center can also perform milling, tapping and other processing operations, and has strong processing versatility.
5. Wide range of applications: The high-speed drilling processing center is suitable for drilling of various materials such as steel, aluminum alloy, copper, plastics, etc., and is commonly used in mold manufacturing, aerospace, automotive parts and other fields.
6. Rapid tool change system: The high-speed drilling machining center is equipped with a rapid tool change system, which can quickly replace drill bits or other processing tools to improve production efficiency and processing flexibility.
7. High efficiency and energy saving: The high-speed drilling machining center adopts advanced motor drive and energy-saving technology, which can achieve high-efficiency processing and reduce energy consumption.
8. Precision cooling system: The high-speed drilling machining center is equipped with a precision cooling system, which can effectively reduce the processing temperature and improve the processing quality and tool life.
In general, the high-speed drilling machining center is an efficient, precise and multi-functional processing equipment that can meet various processing needs that require high precision and efficiency for drilling operations.
| Specifications/model | unit | VT640A/B | VT840A/B | VT1050A/B | VT1350A/B | VT1650A/B |
| Work content | ||||||
| working desk size | MM | 700×400 | 1000×400 | 1100×500 | 1300×500 | 1700×500 |
| X-axis travel (left and right) | MM | 600 | 800 | 1000 | 1300 | 1600 |
| Y-axis travel (front and rear) | MM | 400 | 400 | 500 | 500 | 500 |
| Z-axis travel (up and down) | MM | 350 | 350 | 350 | 350 | 350 |
| Distance from spindle nose to work surface | MM | 100-500 | 100-500 | 100-500 | 100-500 | 100-500 |
| Z-axis heightening (optional) | MM | 300-650 | 300-650 | 300-650 | 300-650 | 300-650 |
| Maximum load of workbench | KG | 350 | 350 | 550 | 550 | 550 |
| Spindle specifications (Type A) | ||||||
| Spindle bore taper | BT | BT30 | BT30 | BT30 | BT30 | BT30 |
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle speed | RPM | 20000 | 20000 | 20000 | 20000 | 20000 |
| Spindle horsepower | KW | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 | 3.7/5.5 |
| Spindle specifications (type B) | ||||||
| Spindle structure | / | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle bore taper | BT | BT40 | BT30 | BT30 | BT30 | BT30 |
| Spindle speed | RPM | 12000 | 12000 | 12000 | 12000 | 12000 |
| Spindle horsepower | KW | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 | 7.5/11 |
| Feed content | ||||||
| G00 rapid feed | M/MIN | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 |
| G01 cutting feed | MM/MIN | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 |
| Servo motor specifications | RPM | 3000 | 3000 | 3000 | 3000 | 3000 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct |
| XY/Z ball screw specifications | MM | 28/3216 | 28/3216 | 32/4016 | 32/4016 | 32/4016 |
| X-axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Y axis rail specifications | MM | 30Ball | 30Ball | 35Ball | 35Ball | 35Ball |
| Z axis rail specifications | MM | 35Ball | 35Ball | 35Ball | 35Ball | 35Ball |
| Precise shaft positioning | MM | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 |
| Repeatable positioning precision | MM | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Tool magazine system | ||||||
| Tool magazine structure | PCS | Clamp type | Clamp type | Clamp type | Clamp type | Clamp type |
| Servo tool magazine capacity | T | 21 | 21 | 21 | 21 | 21 |
| Tool changing time T-T | MIN | 0.8 | 0.8 | 0.8 | 0.8 | 0.8 |
| Maximum tool capacity | KGS | 6 | 6 | 6 | 6 | 6 |
| Oil and gas pressure system | ||||||
| air pressure | KG | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 |
| Lubricating oil capacity | L | 4 | 4 | 4 | 4 | 4 |
| battery capacity | KW | 18 | 18 | 18 | 18 | 18 |
| coolant capacity | L | 220 | 220 | 250 | 250 | 250 |
| Form factor | ||||||
| Machine weight (approx.) | KG | 3200 | 3600 | 5500 | 6800 | 8000 |
| Machine length (front and rear) | MM | 1800 | 2000 | 2600 | 3400 | 4200 |
| Machine width (left and right) | MM | 1600 | 1600 | 2400 | 2400 | 2400 |
| Machine height (maximum) | MM | 2500 | 2500 | 2700 | 2700 | 2700 |
| Machine height (minimum) | MM | 2100 | 2100 | 2300 | 2300 | 2300 |
| Chip removal method | / | backlash | backlash | backlash | backlash | backlash |
