 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- Recommended news
-
System composition of CNC horizontal machining center
2024-06-18
-
A method to solve the problem of spindle shaking in CNC lathes
2024-06-15
-
In which industry is the most widely used CNC vertical lathe?
2024-06-04
-
How to clamp the workpiece on a CNC vertical lathe?
2024-05-29
-
CNC milling machine machining center commonly used accessories
2024-05-25
-
Steps for adjusting the turret of a CNC vertical lathe
2024-05-22

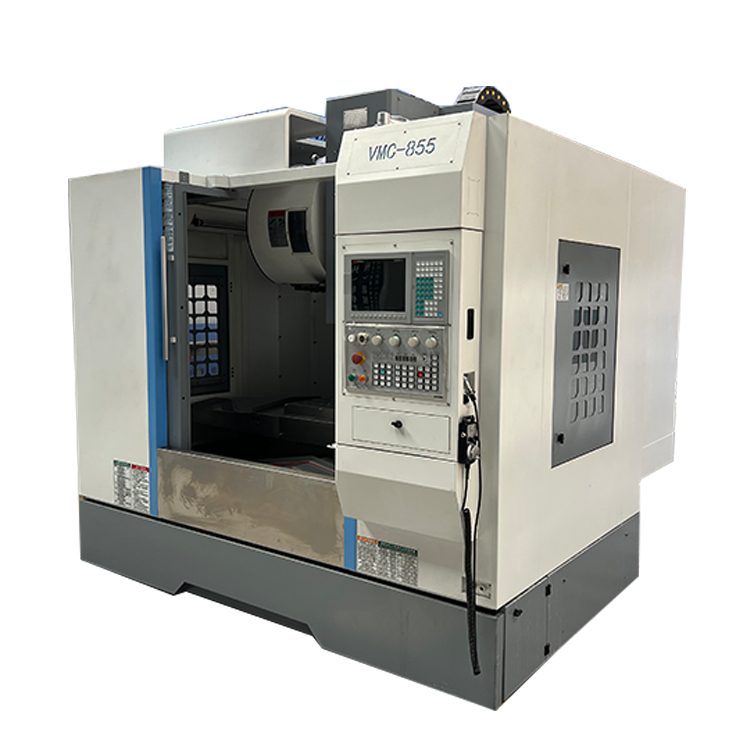
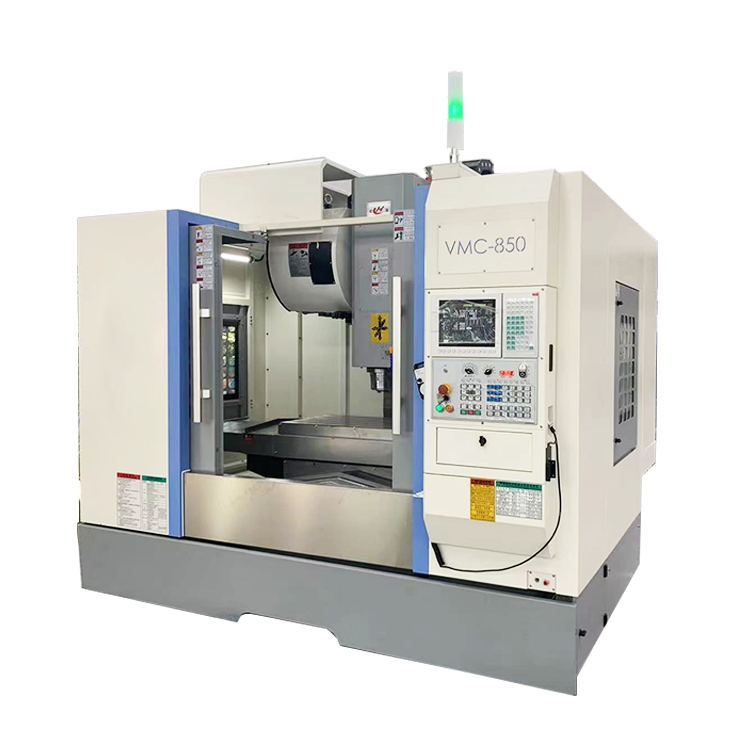

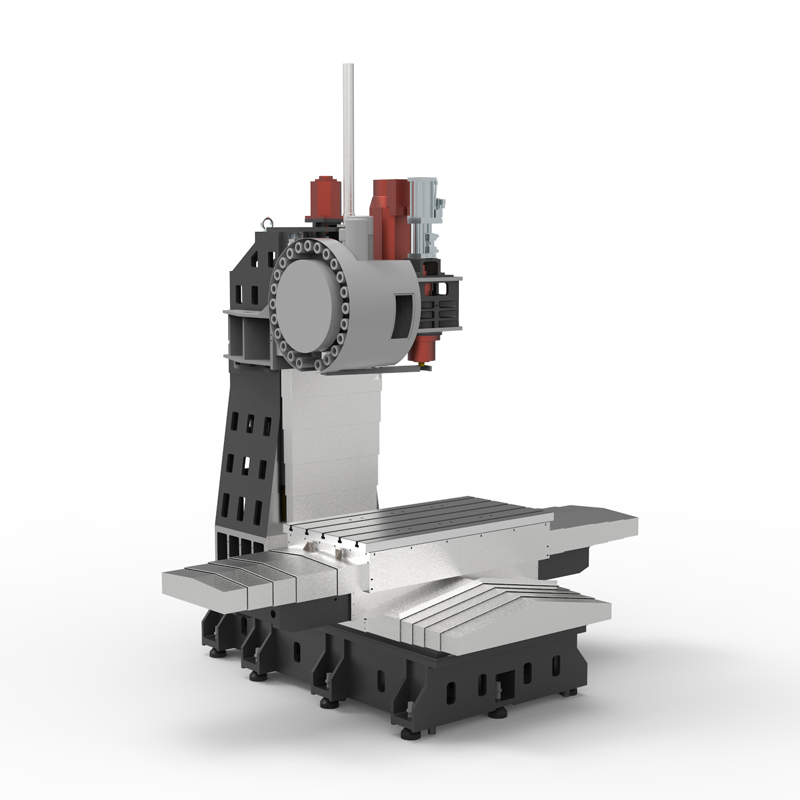
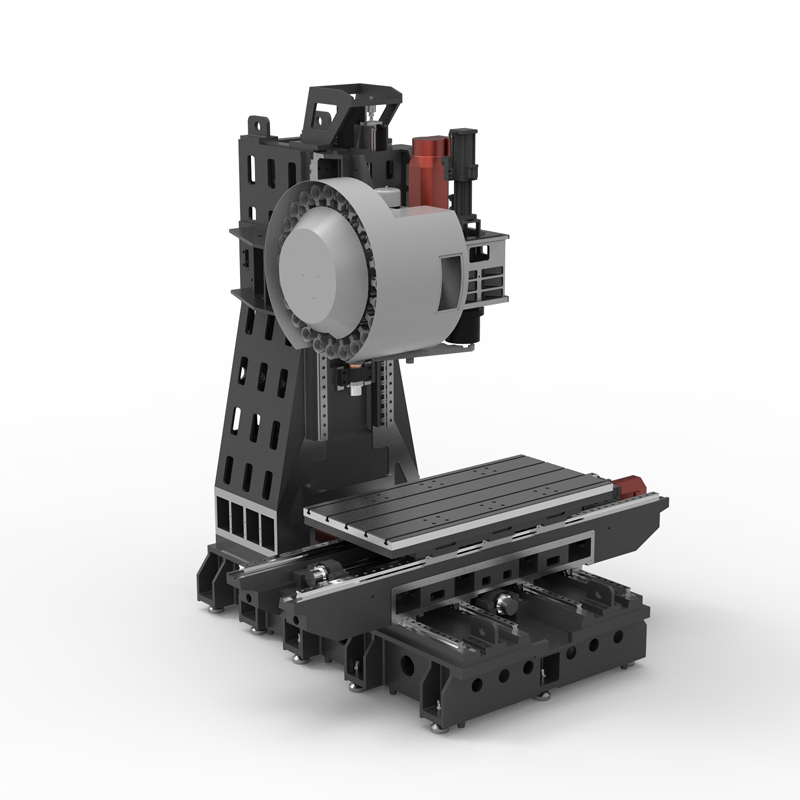
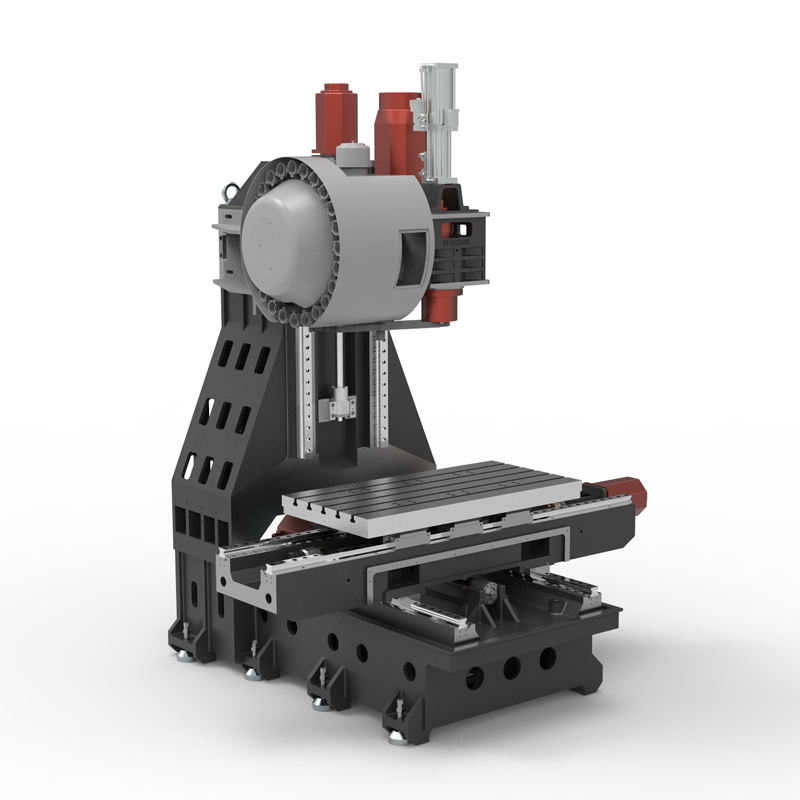
Special machining center for high-precision parts
The special machining center for high-precision parts is a mechanical equipment specially used to process parts that require high precision and good surface quality....





The special machining center for high-precision parts is a mechanical equipment specially used to process parts that require high precision and good surface quality. This type of machining center usually has the following features and advantages:
1. High-precision machining capabilities: The special machining center for high-precision parts has excellent machining accuracy and repeated positioning accuracy, and can achieve micron-level or even sub-micron-level machining accuracy to meet the processing needs of precision parts.
2. Stable structural design: The structural design of special machining centers for high-precision parts usually adopts optimized design, which has high rigidity and stability, can effectively suppress vibration and deformation, and ensure stability and accuracy during the processing process.
3. High-performance spindle system: The high-precision parts machining center is equipped with a high-performance spindle system, which has the characteristics of high speed, high torque and low vibration, which can ensure high speed, efficiency and high precision during the machining process.
4. Advanced control system: The machining center adopts an advanced CNC system with powerful functions and flexible programming capabilities, which can realize the processing of complex parts and multi-axis linkage control, improving processing efficiency and accuracy.
5. Precision measurement and correction system: The high-precision parts processing center is equipped with a precision measurement and correction system, which can monitor the size and shape of the workpiece during the processing in real time and perform automatic correction to ensure processing accuracy and consistency.
6. Automated processing functions: Special machining centers for high-precision parts are equipped with automated devices, such as automatic tool changing systems, automatic clamping systems, etc., which can achieve continuous and efficient processing operations and improve production efficiency and processing accuracy.
7. Multi-functional processing capabilities: High-precision parts machining centers usually have multiple processing functions, including milling, drilling, boring, turning, etc., which can realize one-time forming processing of complex parts, reduce manual intervention and processing links, and improve processing efficiency. and accuracy.
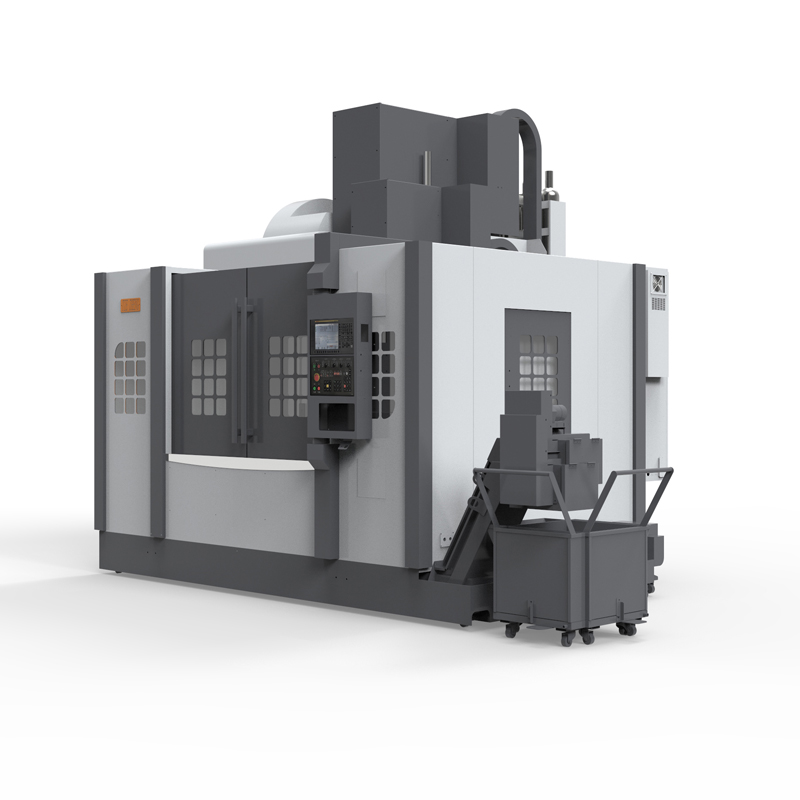
In general, the special machining center for high-precision parts has the characteristics of high precision, high efficiency, and high stability. It is an ideal equipment for manufacturing precision parts and is widely used in aerospace, automobiles, molds, medical and other fields.
| Specifications/model | unit | V640 | V840 | V850 | V1050 | V855 | V858 | V875 | V878 |
| Work content | |||||||||
| working desk size | MM | 700×400 | 1000×400 | 1000×500 | 1100×500 | 1000×550 | 1000×550 | 1000×700 | 1000×700 |
| Workbench travel (X/Y/Z) | MM | 600×400×400 | 800×400×400 | 800×500×500 | 1000×500×500 | 800×550×550 | 800×550×800 | 800×700×550 | 800×700×800 |
| Distance from spindle nose to work surface | MM | 150-550 | 150-550 | 150-650 | 150-650 | 150-700 | 150-950 | 150-700 | 150-950 |
| Distance from spindle center to column track surface | MM | 466 | 466 | 550 | 550 | 610 | 610 | 770 | 770 |
| Maximum load of workbench | KG | 350 | 400 | 500 | 800 | 600 | 600 | 700 | 700 |
| Spindle specifications | |||||||||
| Spindle transmission structure (standard) | / | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type | Belt type |
| Spindle speed | RPM | 10000 | 10000 | 10000 | 10000 | 8000 | 8000 | 8000 | 8000 |
| Spindle transmission structure (optional) | / | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection | direct connection |
| Spindle speed | RPM | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 | 12000 |
| Spindle power | KW | 5.5 | 5.5 | 7.5 | 7.5 | 11 | 11 | 11 | 11 |
| Spindle bore taper | BT | BT40-120 | BT40-120 | BT40-140 | BT40-140 | BT40-150 | BT40-150 | BT40-150 | BT40-150 |
| Feed content | |||||||||
| G00 rapid feed | M/MIN | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 | 48/48/48 |
| G01 cutting feed | MM/MIN | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 | 1-10000 |
| Servo motor specifications | NM | 12/12/22B | 12/12/22B | 12/12/22B | 12/12/22B | 22/22/22B | 22/22/22B | 22/22/22B | 22/22/22B |
| Servo motor speed | RPM | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 | 3000 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct | Direct | Direct | Direct |
| Ball screw specifications | MM | 3216 | 3216 | 4016 | 4016 | 4016/12 | 4016/12 | 4016/12 | 4016/12 |
| X-axis rail specifications | MM | 30 roller | 30 roller | 35 roller | 35 roller | 35 roller | 35 roller | 45 roller | 45 roller |
| Y axis rail specifications | MM | 30 roller | 30 roller | 35 roller | 35 roller | 35 roller | 35 roller | 45 roller | 45 roller |
| Z axis rail specifications | MM | 35 roller | 35 roller | 35 roller | 35 roller | 45*3 roller | 45*3 roller | 45*3 roller | 45*3 roller |
| Z-axis VB hard rail (optional) | / | / | / | / | / | hard rail | hard rail | hard rail | hard rail |
| Precise shaft positioning | MM | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 | ±0.005/300 |
| Repeatable positioning precision | MM | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 | ±0.003/300 |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Tool magazine system | |||||||||
| Tool magazine structure | / | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type | Knife arm type |
| Tool magazine capacity | PCS | 16 | 16 | 24 | 24 | 24 | 24 | 24 | 24 |
| Tool changing time | MM | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 | 2.2 |
| Maximum tool weight | KG | 8 | 8 | 8 | 8 | 8 | 8 | 8 | 8 |
| Oil and gas pressure system | |||||||||
| air pressure | KG/MM | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 | 6.5-8 |
| Lubricating oil capacity | L | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| battery capacity | KW | 18 | 18 | 23 | 23 | 23 | 23 | 23 | 23 |
| coolant capacity | L | 220 | 220 | 250 | 250 | 250 | 250 | 250 | 250 |
| Form factor | |||||||||
| Machine weight (approx.) | T | 3.6 | 3.8 | 5.3 | 5.5 | 5.5 | 5.7 | 6.4 | 6.5-8 |
| Machine length (front and rear) | MM | 2150 | 2150 | 2400 | 2400 | 2600 | 2600 | 3000 | 3000 |
| Machine width (left and right) | MM | 2000 | 2200 | 2660 | 3060 | 3060 | 3060 | 3060 | 3060 |
| Machine height (maximum) | MM | 2700 | 2700 | 2700 | 2700 | 2800 | 3100 | 3100 | 3400 |
| Machine height (minimum) | MM | 2300 | 2300 | 2300 | 2300 | 2400 | 2600 | 2600 | 2600 |
| Chip removal method (optional) | / | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate | single chain plate |
| Chip removal method (optional) | / | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw | Twin screw |
