 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- Recommended news
-
System composition of CNC horizontal machining center
2024-06-18
-
A method to solve the problem of spindle shaking in CNC lathes
2024-06-15
-
In which industry is the most widely used CNC vertical lathe?
2024-06-04
-
How to clamp the workpiece on a CNC vertical lathe?
2024-05-29
-
CNC milling machine machining center commonly used accessories
2024-05-25
-
Steps for adjusting the turret of a CNC vertical lathe
2024-05-22




Brake disc processing CNC lathe
CNC lathes play an important role in brake disc processing, especially when high precision and efficiency are required....





CNC lathes play an important role in brake disc processing, especially when high precision and efficiency are required. The following are the general steps and characteristics of CNC lathes in brake disc processing:
1. Workpiece clamping: First, on the CNC lathe, workers clamp the brake disc to the spindle. This is usually via clamps, chucks or other holding devices. Ensure that the CNC lathe workpiece is clamped firmly and stably to ensure processing accuracy.
2. Rough machining: Generally, CNC lathes perform rough machining first. This may include turning outside diameters and bores, as well as rough grinding surfaces. Roughing is intended to remove a large portion of the material in preparation for subsequent finishing.
3. Finishing: After rough machining, the CNC lathe performs finishing. This may include continuing to turn outside diameters and bores, grinding surfaces, and performing other machining operations. Finishing requires higher machining accuracy and surface quality.
4. Cutting parameter setting: In the control system of CNC lathe, cutting parameters need to be set, such as cutting speed, feed speed, cutting depth, etc. These parameters affect processing quality and efficiency.
5. Tool selection: The CNC lathe selects the appropriate tool according to the material, shape and processing requirements of the brake disc. For example, for brake discs of different materials and shapes, different types of turning tools, turning tools, grinding tools, etc. may be needed.
6. Cutting cooling: During the processing of CNC lathes, cutting fluid or other cooling lubricants are usually needed to reduce the processing temperature, extend tool life, and improve the quality of the machined surface.
7. Quality inspection: After the CNC lathe completes processing, the brake disc needs to be inspected for quality. This includes dimensional measurements, surface quality inspections, etc. to ensure processing meets requirements.
The advantages of CNC lathes in brake disc processing include high precision, high efficiency, and good repeatability. At the same time, the use of CNC systems makes the processing process more automated and intelligent, improving production efficiency and product quality.
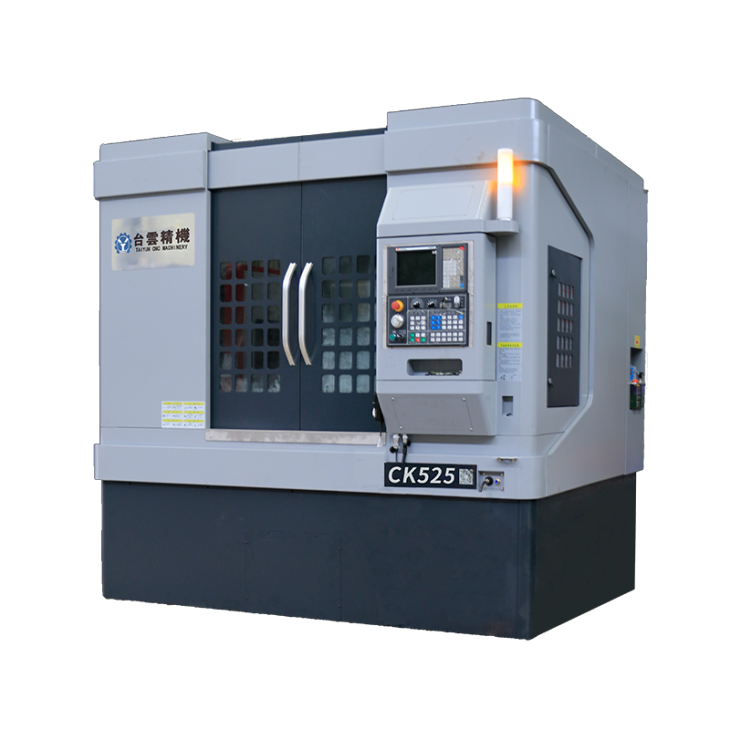
| Specification | unit | CK525 | Specification | unit | CK525 |
| X axis | mm | 280 | Turret station | Eight stations + gang knife | |
| Z axis | mm | 500 | X-axis rolling linear guide | 4 pieces, width 45mm | |
| Maximum turning diameter | mm | Φ750 | Z axis rolling linear guide | 4 pieces, width 45mm | |
| turning diameter | mm | Φ550 | cooling motor | W | 450+750 |
| turning height | mm | 500 | Pump output | m³/h | 4m³/h |
| Spindle speed | rpm | 100-1000 | Repeatability | mm | ±0.003 |
| Spindle motor power | Kw | 18.5 | positioning accuracy | mm | ±0.006 |
| Spindle diameter | mm | Φ140 | smallest positioning unit | mm | 0.001 |
| Chuck model | hydraulic chuck | Dimensions (approx.) | mm | 2900*2400*2800mm | |
| diameter | inch | 15″ | Gross weight (approx.) | kg | 7000 |
