 English
English 日本語
日本語 한국어
한국어 Россия
Россия  Français
Français España
España عرب .
عرب .  Português
Português Deutsch
Deutsch भारत
भारत Нидерланды
Нидерланды

- Recommended news
-
System composition of CNC horizontal machining center
2024-06-18
-
A method to solve the problem of spindle shaking in CNC lathes
2024-06-15
-
In which industry is the most widely used CNC vertical lathe?
2024-06-04
-
How to clamp the workpiece on a CNC vertical lathe?
2024-05-29
-
CNC milling machine machining center commonly used accessories
2024-05-25
-
Steps for adjusting the turret of a CNC vertical lathe
2024-05-22

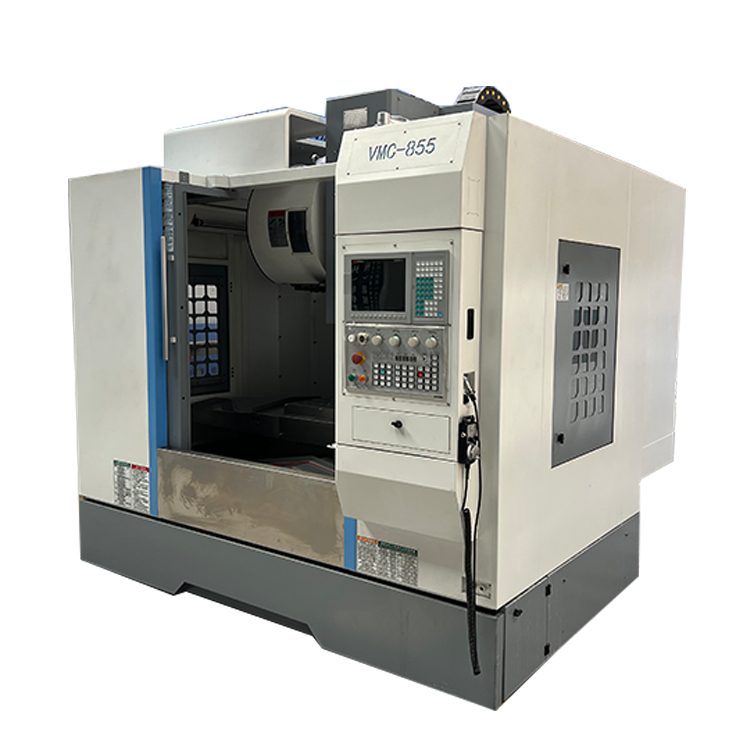
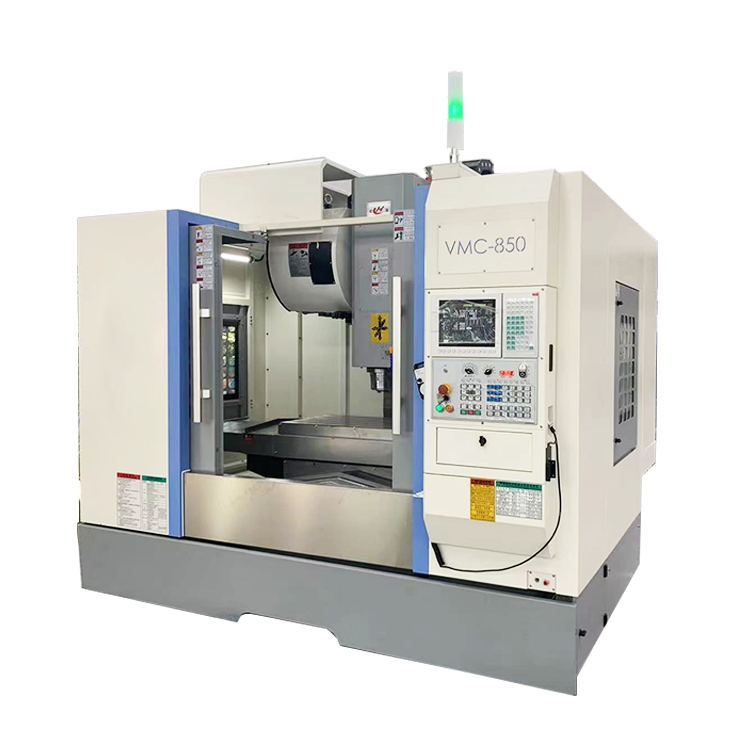




Horizontal drilling and milling machining center
The horizontal drilling and milling machining center is a machine tool with the following features and advantages:...





The horizontal drilling and milling machining center is a machine tool with the following features and advantages:
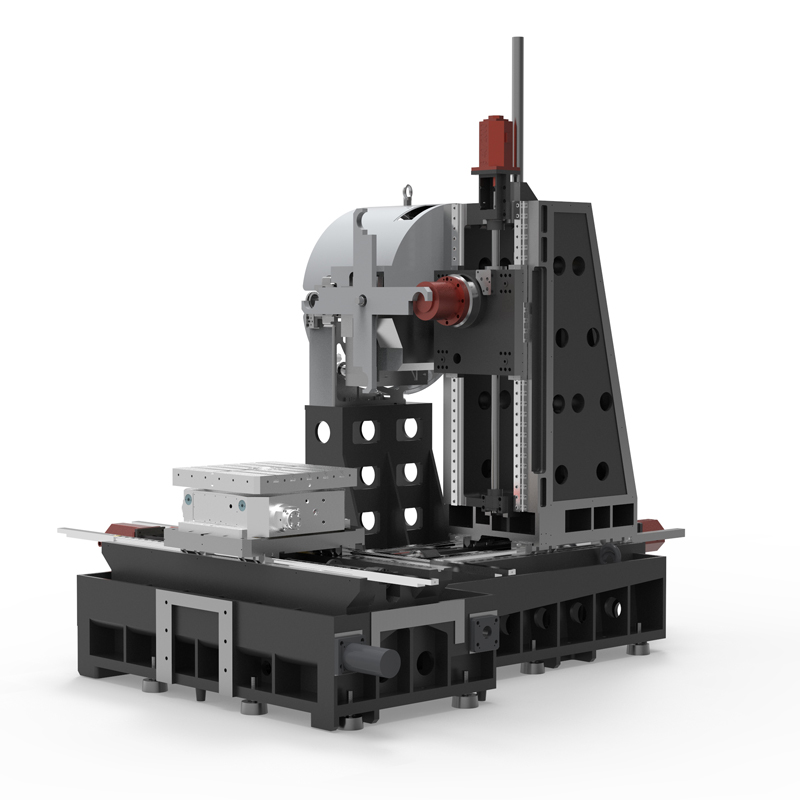
1. Structural features: The workbench of the horizontal drilling and milling machining center is placed horizontally, the spindle is perpendicular to the workbench, and the workpiece is fixed on the workbench for processing. This structure is beneficial to processing large and heavy workpieces and has good stability and rigidity.
2. Multi-function processing: The horizontal drilling and milling machining center has multiple processing functions such as drilling, milling, and tapping, and is suitable for complex, multi-process processing of workpieces.
3. High-precision machining: The horizontal drilling and milling machining center is equipped with a precise feeding system and a high-precision positioning system, which can achieve high-precision processing and meet the processing needs of high precision workpieces.
4. Easy to operate: The operation of the horizontal drilling and milling machining center is relatively simple. The operator can operate directly on the workbench, which is convenient for observing the processing process and adjusting processing parameters.
5. Wide range of application: The horizontal drilling and milling machining center is suitable for processing workpieces of various metal and non-metal materials, such as steel, aluminum alloy, copper, plastic, etc., and has a wide range of application.
6. High production efficiency: Horizontal drilling and milling machining centers are usually equipped with automation functions, such as automatic tool changing systems, automatic workpiece loading and unloading systems, etc., which can improve production efficiency and work efficiency.
7. High cost-effectiveness: The horizontal drilling and milling machining center has high processing efficiency and precision, which can increase productivity, reduce production costs, and improve corporate competitiveness.
In general, the horizontal drilling and milling machining center is a kind of processing equipment with diverse functions, wide processing range, high precision and good cost-effectiveness. It plays an important position and role in modern manufacturing industry.
| Specifications/model | Unit | WH50A | WH50B | WH63A | WH63B | WH75A | WH75B | WH80A | WH80B | WH100A | WH100B |
| Work content | |||||||||||
| Work surface size (optional) | MM | 500×500 | 500×500 | 630×630 | 630×630 | 750×750 | 750×750 | 800×800 | 800×800 | 1000×1000 | 1000×1000 |
| Workbench indexing (standard) | °C | 0.001 | 0.001 | 1 | 1 | 1 | 1 | 1 | 1 | 1 | 1 |
| Customized workbench (optional) | °C | 1/5/90 | 1/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 | 0.001/5/90 |
| Maximum rotation diameter of worktable | MM | 700 | 700 | 1300 | 1300 | 1400 | 1400 | 1600 | 1600 | 1900 | 1900 |
| X-axis travel | MM | 700 | 700 | 1050 | 1050 | 1300 | 1300 | 1300 | 1300 | 1600 | 1600 |
| Y-axis travel (headstock moves up and down) | MM | 600 | 600 | 770 | 770 | 1000 | 1000 | 1000 | 1000 | 1200 | 1200 |
| Z-axis travel | MM | 600 | 600 | 900 | 900 | 950 | 950 | 1000 | 1000 | 1200 | 1200 |
| Distance from spindle center to worktable | MM | 110-190 | 110-190 | 120-890 | 120-890 | 120-1120 | 120-1120 | 120-1120 | 120-1120 | 120-1320 | 120-1320 |
| Distance from spindle end face to worktable center | MM | 200-800 | 200-800 | 170-1070 | 170-1070 | 250-1200 | 250-1200 | 300-1300 | 300-1300 | 400-1600 | 400-1600 |
| Workbench (slot width*number of slots) | MM | 3-14 | 3-14 | 5-22 | 5-22 | 5-22 | 5-22 | 9-24 | 9-24 | 9-24 | 9-24 |
| Threaded hole (optional) | MM | 24-M14 | 24-M14 | 24-M16 | 24-M16 | 24-M16 | 24-M16 | 24-M16 | 24-M16 | 24-M16 | 24-M16 |
| Workbench load-bearing capacity (per block) | KG | 600 | 600 | 1200 | 1200 | 1700 | 1700 | 2100 | 2100 | 3200 | 3200 |
| Spindle and spindle box specifications | |||||||||||
| Spindle taper hole | ISO | BT50-150 | BT50-150 | BT50-190 | BT50-190 | BT50-190 | BT50-190 | BT50-190 | BT50-190 | BT50-190 | BT50-190 |
| Spindle belt speed (standard/optional) | RPM | 6000 | 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 | 4000, 6000 |
| Transmission gearbox ratio (optional) | N | / | / | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 | 1:1/1:4 |
| Electric spindle HSK (optional) | HSK | A63 | A63 | A100 | A100 | A100 | A100 | A100 | A100 | A100 | A100 |
| Electric spindle speed | RPM | 18000 | 18000 | 15000 | 15000 | 15000 | 15000 | 15000 | 15000 | 15000 | 15000 |
| Feeding system | |||||||||||
| Shaft Ball Screw Specifications | MM | 40/40/40 | 40/40/40 | 40/40/50 | 40/40/50 | 50/50/50 | 50/50/50 | 50/50/50 | 50/50/50 | 63/63/63 | 63/63/63 |
| X/Y/Z axis rapid movement speed | M/MIN | 32/24/24 | 32/24/24 | 24/24/20 | 24/24/20 | 24/24/20 | 24/24/20 | 24/24/20 | 24/24/20 | 16/16/12 | 16/16/12 |
| B-axis rapid movement speed | M/MIN | B:15 | B:15 | B:10 | B:10 | B:10 | B:10 | B:10 | B:10 | B:10 | B:10 |
| X/Y/Z axis rail specifications | MM | Roller 45/45/45 | Roller 45/45/45 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 | Roller 55/55/55 |
| Motor connection method | / | Direct | Direct | Direct | Direct | Direct | Direct | Direct | Direct | Direct | Direct |
| Main motor parameters | KW | 11 | 11 | 18.5 | 18.5 | twenty two | twenty two | twenty two | twenty two | twenty two | twenty two |
| X/Y/Z axis motor power | NM | 22/22/22B | 22/22/22B | 30/40/30B | 30/40/30B | 30/40/30B | 30/40/30B | 40/40/30B | 40/40/30B | 40/40/30B | 40/40/30B |
| B-axis motor power | NM | B:8 | B:8 | B:12 | B:12 | B:22 | B:22 | B:22 | B:22 | B:30 | B:30 |
| Axis positioning accuracy | MM | 0.01 | 0.01 | 0.012 | 0.012 | 0.012 | 0.012 | 0.013 | 0.013 | 0.015 | 0.015 |
| Axis item repeat positioning accuracy | MM | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 | 0.005 | 0.006 | 0.006 | 0.006 | 0.006 |
| BPositioning accuracy | SEC | 10" | 10" | 10" | 10" | 10" | 10" | 10" | 10" | 10" | 10" |
| B Repeat positioning accuracy | SEC | 3" | 3" | 3" | 3" | 3" | 3" | 3" | 3" | 3" | 3" |
| Minimum move value | MM | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 | 0.001 |
| Oil and gas pressure system | |||||||||||
| air pressure | KG/MM | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 | 6.5 |
| coolant capacity | L | 450 | 450 | 550 | 550 | 600 | 600 | 650 | 650 | 750 | 750 |
| Lubricating oil capacity L | L | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Total power capacity | KVA | 35 | 37 | 40 | 42 | 45 | 47 | 45 | 47 | 45 | 45 |
| Toolholder/Tool Magazine System (specify when ordering) | |||||||||||
| Tool magazine structure | / | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type | Disc knife arm type |
| Number of tool magazines (optional) | T | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 | 24, 32, 40 |
| Knife inventory structure (optional) | / | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type | Chain plate type |
| Number of tool magazines | T | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 | 40/50/60/80 |
| Tool changing time T | SEC | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 | 3.8/5.2 |
| Maximum tool weight (optional) KGS | 8/10 | 8/10 | 15/18 | 15/18 | 15/18 | 15/18 | 15/18 | 15/18 | 15/18 | 15/18 | 15/18 |
| Maximum tool/adjacent tool clearance diameter | MM | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 | φ110/φ200 |
| Form factor | |||||||||||
| Weight approx. | KG | 5.5 | 6.5 | 12.5 | 15.5 | 14 | 17 | 18.5 | 22.5 | 19.5 | 19.5 |
| Machine length | MM | 3500 | 4800 | 4800 | 6100 | 5100 | 7000 | 5350 | 7200 | 5300 | 5300 |
| Machine width | MM | 3100 | 3300 | 3400 | 4150 | 4200 | 5500 | 4200 | 5680 | 4500 | 4500 |
| Machine height (maximum) | MM | 3200 | 3200 | 3400 | 4550 | 4400 | 4400 | 4400 | 4400 | 4700 | 4700 |
| Machine tool structure | / | Positive T shape | Positive T shape | Inverted T shape | Inverted T shape | Inverted T shape | Inverted T shape | Inverted T shape | Inverted T shape | Inverted T shape | Inverted T shape |
| Chip removal method | / | Twin screw rear row | Twin screw rear row | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate | Twin screw single chain plate |
